【什么是电弧的静特征】什么是焊接电弧的静特性焊工知识_物理_天堂鸟203
编辑: admin 2017-15-06
-
4
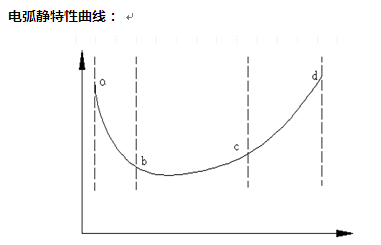
在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压变化的关系,称为焊接电弧的静特性.
整个静特性曲线可分为下降段、水平段和上升段三部分.
下降段:在小电流区间,因为电弧电流较小,弧柱的电流密度基本不变,弧柱断面将随电流的增加而增加,若电流增加4倍,弧柱断面也增加4倍,而孤柱周长只增加2倍,使电弧向周围空间散失热量只增加2倍.减少了散热,提高了电弧温度和电离程度,因电流密度不变,必然使电弧电场强度下降.因此,在此区段内,随着电弧电流的增加,电弧电压下降.
水平段:当电流稍大 时,焊丝金属将产生金属蒸汽的发射,要消耗电弧的能量.此时电弧的能量不仅有周边上的散热损失,而且还有金属蒸汽能量的消耗.这些能量消耗将随电流的增加而增加,因此在某一电流区间可以保持电场强度不变,即电弧电压不变,使本区段基本呈水平直线.
上升段:当电流进一步增大,金属蒸汽的发射作用进一步加强.同时因电磁收缩力的作用,电弧断面不能随电流的增加成比例的增加,电弧的电导率将减小,要保证一定的电流则要求较大的电场强度.所以在大电流区间,随着电流的增加,电弧电压升高,本区段呈上升曲线.钨极氩弧焊时,在小电流区间电弧静特性为下降段;焊条电弧焊、埋弧焊和大电流钨极氩弧焊时,因电流密度不太大,电弧静特性为水平段;CO2气体保护焊、熔化极氩弧焊,因电流密度较大,电弧静特性为上升段.
电弧静特性曲线的形状,决定了它对焊接电源的要求.
互助这道作业题的同学还参与了下面的作业题
题1: 什么叫焊接电弧?
在两电极间的气体介质中产生强烈而持久的放电现象.
题2: 【简述焊接电弧静性曲线的意义】
(1)、电弧的静特性是电弧放电现象的重要特性之一.它决定在一定的弧长条件下,电弧稳定燃烧时,电流和电压之间的关系.通常把电流和电压之间的这种关系,叫做电弧的静特性,也可以叫做焊接电弧的伏 - 安特性.它反映了电弧在稳定燃烧时的静态(或稳态)电流和电压之间的关系.
(2)、大家知道通常金属的电阻是一个常数,其电流和电压的关系是线性关系.电弧也是一个电阻性的负载,但它不同于一般的电阻负载.因为电阻的大小与电弧的温度有关,而电弧的温度又与电弧的电流有直接的关系,对于不同数值的电弧电压就有不同的电弧温度,而不同的电弧温度,电弧电阻又不同,所有电弧的电阻就不是一个常数,电弧负载就不是一个线性负载,而是随电流的变化而变化的负载.这样一来,电弧电压与电流的关系也就不再是一个线性关系.(如图所示)由图可以看出,当电流变化较大的时候,电弧的静特性可分为性质不同的三段:下降特性段(ab段)、平特性段(bc段)、和上升段(cd段).在ab段,电弧电压随电流的增加而下降;在bc段,电弧电压不随电流变化而变化,基本保持恒定;在cd段,电弧电压随电流增加而升高,有近似的线性关系,曲线上翘.这是因为,当焊接电流比较小时(即在ab段),电流增加,极性斑点和弧柱的截面积也相应增加,电流密度电流密度基本差不多,但对弧柱来讲,电流增加,弧柱变粗,单位弧长散热面的增加却慢的多,这样导致弧柱温度上升,电离度提高,导电性能改善,电阻率迅速降低.结果使得电弧电压随着电流的增加而减小,出现了所谓的负特性;(可用水管直径,水压作比喻);在bc段,虽然其基本情况与上段类似,弧柱电阻随着电流的增加有所下降,但其下降的速度却比ab段缓慢得多,因为弧柱的面积虽然仍在扩展,但此时受到电极面积,电极金属蒸发和等离子流的作用等的限制,能量消耗随电流的增加而增加,使弧柱电阻率下降的速度与电流的上升速度基本相当,出现了平特性段;在cd段,电流继续增大时情况就不同,因为受到电极面积、电极金属的大量蒸发、等离子和电磁收缩力的作用等限制,电弧断面不能随电流增加而任意增加,电弧的导电率将大大减小,因此要保证在较小的面积通过较大的电流,则必须提高电场的强度,使电弧压降增加,即随着电流的增加电弧电压也必须增加.所有出现了上升特性段.
(3)、综上所述在电流值变化范围很大时,随着电流的增加,焊接电弧出现一个U形状伏——安特性曲线,即首先出现一个下降特性段,随后是平特性段,最终变为上升特性段.
(4)、现有的每一种电弧焊接方法在一定条件下只适应于此特性曲线的某一范围,如在ab段,电流很小,在这种规范下,如果不采取特殊措施,电弧不容易引燃,所有一般弧焊不用此段,此段只适用于某些特殊情况(如小电流脉冲氩气保护焊);大多数焊接(如手工电弧焊、埋弧焊等)都在bc段内工作,即电弧电压不随电流的变化而变化;对于电弧特性的上升段(cd)段,只是在焊丝中电流密度较高的情况下才适应,例如细丝熔化极气体保护焊、大电流密度的埋弧焊和高压缩电弧焊等都在这段范围工作.
题3: 什么是焊接电弧?其形成特点如何?
1、电弧具有两个特性,即它能发出强烈的光和大量的热.电弧发出的光和热被广泛地应用于工业上,如电弧是所有电弧焊接方法的能源.到目前为止,电弧焊在焊接方法中其所有仍然占据着主要地位,一个重要的原因就是因为电弧能有效地把电能转换成熔化焊接过程所需要的热能和机械能.
2、由焊接电源供给的,具有一定电压的两极间或电极与焊件之间,在气体介质中产生的强烈而持久的发电现象,称为焊接电弧.
题4: TIG焊电弧有哪些特点
焊接电弧是一个很复杂的物理过程,焊接电弧的性质和特点与供电电源的种类、电弧的状态、电弧周围的介子及电极材料有关.TIG焊接电弧也是如此.请问你是指TIG焊直流正接、负接还是交流啊?是氩弧还是氦弧?
TIG焊常用的是直流正接氩弧焊,钨极氩弧焊由于钨极电子的发射到阳极形成阳极斑点,电弧引燃后由于电磁场的作用,电弧中形成高温的等离子流,撞击阳极工件带来热输入以及电弧压力使阳极熔化形成焊缝.
在氩气中,电弧一旦引燃,就很稳定,这主要是因为氩气的热导率很小,且又是单原子气体,高温时不分解吸热,所以电弧热量损失少,电弧作用在电极及熔池上的热和力基本是常量.同时电弧中没有熔滴过渡现象,焊接过程十分稳定.电弧呈典型的钟罩形态,利于观察熔池形貌.
题5: 【什么是电弧静特性】
在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压变化的关系,称为焊接电弧的静特性. 整个静特性曲线可分为下降段、水平段和